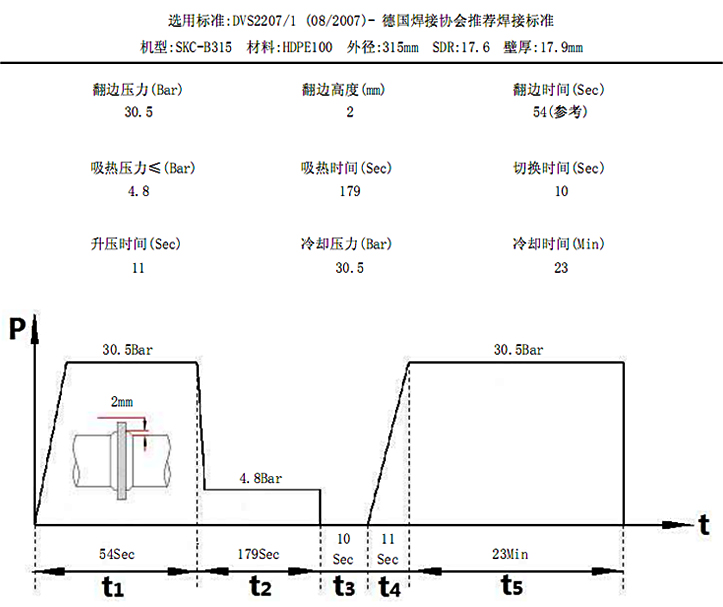
| 外径315mm,壁厚17.9mm,材料为HDPE100的管材,使用SKC-B315时的操作工艺参考 |
| 更换工地
、操作人
员或隔天
后的施工
后所必需
的检查 |
1 |
核对管材外径=φ315mm,管材壁厚为17.9mm。 |
| 2 |
核对焊接机型号为SKC-B315。 |
| 3 |
装夹适用于φ315mm的内衬。 |
| 4 |
将控制箱上的泄压手柄逆时针稍微拧松。 |
| 5 |
插上液压快速接头,将机架与控制箱的液压控制部分可靠连接。 |
| 6 |
插上热板快速接头,将加热板与控制箱连接。 |
| 7 |
连接铣刀电源线。 |
| 8 |
检查控制箱油箱内是否有足够的液压油,否则,请加注后才能启动机器。 |
| 9 |
检查控制箱上总电源开关在关闭位置后连接整机外电源线。请注意必须可靠连接接地线。 |
| 10 |
接通总电源,检查电压表数值是否在机器铭牌标示的电压范围内。否则,禁止启动机器。 |
| 11 |
瞬时向前推换向手柄,并观察控制箱上电机风扇转向为逆时针旋转。否则,更改总电源相位。 |
| 焊接前的准备 |
1 |
检查或设定加热板温度为:206℃。设定方法详见有关机器使用说明书。 |
| 2 |
检查或设定吸热时间(t )为:179秒。设定方法详见有关机器使用说明书。 |
| 3 |
检查或设定冷却时间(t )为:1365秒。设定方法详见有关机器使用说明书。 |
| 焊接过程 |
1 |
向后拉换向手柄,打开机架。 |
| 2 |
正确、可靠夹持待焊管材,并放置相应托架尽量使管材与机架平行。 |
| 3 |
顺时针拧紧泄压手柄。 |
| 4 |
逆时针拧松调压阀手柄。 |
| 5 |
将铣刀放置于2管材之间并按下铣刀运转开关,保持铣刀运转。 |
| 6 |
向前推换向手柄并保持。 |
| 7 |
慢慢顺时针调整调压阀手柄,直至机架开始移动。 |
| 8 |
当管材与铣刀接触后,观察切削连续后松开换向手柄。 |
| 9 |
等待2-3秒收,向后拉换向手柄,打开机架。 |
| 10 |
停止铣刀运转,并将铣刀放置于运输架内。 |
| 11 |
逆时针拧松调压阀手柄。 |
| 12 |
向前推换向手柄并保持。 |
| 13 |
慢慢顺时针调整调压阀手柄,直至机架开始移动。并记录机架移动过程中的压力表数值(Pt)。 |
| 14 |
当2管端接触后,检查其错边量应小于2mm。否则,通过装夹螺母的紧松进行调整。 |
| 15 |
检查管材间空隙应小于0.5mm,否则,返回第4步骤重新铣削。 |
| 16 |
向前推换向手柄并保持。继续拧紧调压阀直至压力表数值达到30.5Bar。 |
| 17 |
向后拉换向手柄,打开机架。 |
| 18 |
检查温控仪显示温度是否达到206℃附近并已维持10分钟以上。否则,请等待。 |
| 19 |
将到达温度的加热板放置于待焊管材之间。 |
| 20 |
向前推换向手柄合拢机架并保持,直至管材翻边高度达到2mm或翻边时间达到54(参考)秒。 |
| 21 |
松开换向手柄,稍微逆时针拧松一点泄压阀手柄,同时,观察压力表数值下降至小于拖动压力3
时,立刻顺时针拧紧泄压阀。 |
| 22 |
按下t 计时按钮,等待计时报警。 |
| 23 |
吸热时间到时,机器将提前发出“嘀,滴,滴”的短促报警声。此时,应做好撤离加热板及操
作机架的准备工作。 |
| 24 |
观察计时器至0后,立刻向后拉换向手柄打开机架,同时,撤走加热板并立刻向前推换向
手柄合拢机架,并保持。 |
| 25 |
按下t 计时按钮,并保持换向手柄在向前位置2~5分钟后,松开换向手柄。 |
| 26 |
此时,管材在保压冷却阶段,操作人员应随时观察压力表数值。 |
| 27 |
当压力表数值下降超过1.5Bar时,请向前推换向手柄,进行补压。 |
| 28 |
当冷却时间到达时,机器会发出“嘀--”的长音报警声。 |
| 29 |
逆时针拧松泄压阀手柄,使压力表数值为零,泄压。 |
| 注 |
在第25步之后,严禁向后拉换向手柄,否则,将无法焊接出合格的管材! |
| 焊接完成 |
1 |
松开管材,完成焊接。 |